
作品名稱:自動分類倉儲
關鍵詞:自動倉儲系統、高架吊車、自動量測
壹、摘要
本專題是自動分類倉儲系統的研究,其目的在於解決儲物空間浪費、貨物出存清點管理以及貨物進出動線管理等問題,以達良好控管。
目的在於利用課餘時間研究發展機械相關之設備,並且與課堂所學專業理論知識交互驗證。
本專題可為以下幾部分:
一、物料架部分:儲存貨物的收納空間。
二、吊車部分:從卸載站至物料架存取物品的升降設備。
三、輸送帶部分:傳遞貨物的週邊搬運設備。
四、量測台部分:量測貨物大小的設備。
五、主控制電路部分:控制週邊設備及接收感應器訊號的控制台。
貳、研究動機
在這科技發達的時代,各行各業都要接受不同的競爭以及挑戰。就以製造業來說,「自動化」是目前製造業致力達成的研發重點。現今標榜「全自動」、「One-Touch」等產品琳瑯滿目,由此了解到「市場來自於需求」。然而「自動化」已也成為消費者重要需求。
「機械自動化」三大優勢:1.產能提升。2.精簡人力。3.降低生產成本。已成為產業提升之靈魂。機構的研發設計,儼然成為機械產品能否接受考驗的關鍵。在我們收集機械自動化資料的過程中發現,目前的自動倉儲系統,有著儲物空間未充分利用的情形,造成空間及成本上的浪費。因此針對此問題,我們想到利用「自動分類」的方式,將貨物大小先行分類,再放置於適合的儲物空間,以達到節省空間的目的。一方面也藉由「自動分類倉儲系統」的設計,學習如何完成以自動化達到節省人力及增進效率。
作品與教材相關性說明
|
科 目 名 稱 |
內 容 |
修課年級 |
作 品 應 用 部 分 |
|
物理 |
摩擦力 |
一年級 |
伸縮和任何滑動的地方 |
|
力矩與平衡 |
吊車的底座和載運棧板的架子 |
||
|
計算機概論 |
程式結構及邏輯符號 |
一年級 |
程式及電路 |
|
機械製造 |
切削加工 |
一年級 |
任何材料 |
|
材料與加工 |
|||
|
氣油壓概論 |
電氣控制迴路 |
二年級 |
主控制器及控制電路 |
|
機械力學 |
強度與應力分析 |
二年級 |
機械結構部分 |
|
樑之應力 |
|||
|
機械材料 |
機械材料規格與選用 |
二年級 |
任何材料 |
|
非金屬材料 |
齒輪、物料架、皮帶 |
||
|
機械原理 |
螺旋 |
二年級 |
量測台 |
|
帶輪 |
輸送帶 |
||
|
軸承及連接裝置 |
吊車、輸送帶、量測台 |
||
|
齒輪 |
|||
|
輪系 |
|||
|
機械製圖 |
應用幾何 |
一年級
|
作品設計圖 |
|
正投影 |
|||
|
輔助視圖 |
|||
|
立體圖 |
二年級 |
參、研究目的
地狹人稠的台灣,如何節省空間、有效利用空間,一直是我們在思考的方向。自動倉儲系統就是在這情況下發展出來,目前發展的自動倉儲系統在工業界應用已相當普遍。但就一般棧板式物料架而言,似乎仍有改善的空間,所以藉由這個專題,我們希望能達到以下幾項目的:
(1) 改良:將物料架分為不同大小的儲物空間,容納更多的物品。
(2) 分類:微電腦自行分類貨品大小並選擇適合物料櫃存放。
(3) 動線:貨物進出以輸送帶搭配吊車,替代人工搬運方式,節省時間、人力。
(4) 控管:以微電腦控制替代人工管理方式,減少人員管理疏失。
(5) 判別:自動判別所剩空間是否足夠。
肆、研究設備器材
(一) 研究設備
|
設備名稱 |
用 途 |
備 註 |
|
車床 |
材料之車削加工。 |
|
|
銑床 |
材料之銑削加工。 |
|
|
鑽床 |
零件之鑽孔加工。 |
|
|
砂輪機 |
使用刀具之研磨。 |
|
|
電腦 |
繪圖、書面報告、程式組譯、燒錄。 |
|
(二) 研究器材
|
器材名稱 |
規 格 |
備 註 |
|
車刀 |
外徑車刀、切槽刀(切斷刀)、牙刀。 |
|
|
銑刀 |
面銑刀、端銑刀、T槽銑刀。 |
|
|
砂輪 |
氧化鋁砂輪、綠色碳化矽砂輪。 |
|
|
鑽頭 |
各式規格鑽頭。 |
|
|
扳手 |
各式板手、專用板手。 |
|
|
手弓鋸、鋸條 |
|
|
|
螺絲模 |
(RH)4mm、6mm;(LH)4mm、6mm。 |
|
|
螺絲攻 |
3mm、4mm、5mm、6mm、8mm。 |
|
|
鉸刀 |
8mm、14.9mm。 |
|
|
銼刀 |
組銼、什錦銼。 |
|
|
鎚子 |
軟頭槌、鐵鎚。 |
|
|
手提電鑽 |
|
|
|
手工具 |
各式鉗子、螺絲起子、專用器材。 |
|
|
直流電源供應器 |
+5V、+12V。 |
|
|
三用電表 |
交直流兩用數位電表。 |
|
|
89CXX燒錄器 |
89C51專用燒錄器。 |
|
伍、研究過程及方法
一、系統分析:
要做到研究目的所說的功能,我們分析出以下幾點:
(一) 要將大小不同的物品存放於儲物櫃中,需要一個儲物空間大小不一的物料架。
(二) 要依物品大小的不同施以分類,必須先量測物品大小,所以需要一個量測設備。
(三) 量測完畢後需要傳送物品至載卸站,所以設計一個輸送系統。
(四) 要從載卸站至物料架間存取貨品,所以需要一部高架吊車。
(五) 為了能夠完整顯示貨品出存情況以及操作的訊息,因此我們需要一個顯示器。
(六) 由於設備移動時需在準確位置停止,所以需要安裝感測器來做定位。
(七) 為了控制吊車、輸送系統、量測台、顯示器,所以需要一個主控制器來做控制。
(八) 要做到以上的功能,所以需要一個功能選擇的部分。
由分析得到主要設備有:LCD顯示器、量測台、輸送帶、高吊車、物料架、感測器。
二、系統方塊圖:
三、相關知識:
理論方面:相關資料蒐集,包含各種材料選用、IC資料收集、步進和直流馬達之控制、輪系值計算、齒輪搭配以及感測器的使用等。
實作方面:零件設計加工、電路板製作、程式寫作、整體組裝測試等項目。
(一)理論部份:
|
機械原理 |
齒輪計算、減速馬達輪係值計算。 |
|
機械力學 |
支撐重量計算。 |
|
機械材料 |
所用材料(鋁、壓克力)相關性質 |
|
單晶片8051 |
單晶片基本原理、程式組合語言。 |
(二)實作部份:
|
機構設計與組裝 |
分析 |
|
繪圖 |
|
|
材料選用 |
|
|
加工 |
|
|
組裝 |
|
|
連接感應器 |
|
|
單晶片8051 |
程式寫入、燒錄。 |
|
LCD控制。 |
|
|
LED控制。 |
|
|
指撥開關控制練習。 |
|
|
七段顯示器控制。 |
|
|
步進馬達之控制。 |
|
|
光感應器控制。 |
|
|
電路與程式 |
焊接電路板 |
|
程式撰寫 |
|
|
電路測試 |
四、製作過程
(一)物料架:由於要達到減少空間浪費的目的,所以在物料架的設計上,我們將原本單一規格尺寸的物料架,分割成為三種大小尺寸的規格。(圖5-2)


由上圖可的知,單一型物料架(圖5-3)只能提供限制規格內的儲物空間,而分類型物料架(圖5-4)能提供3種不同規格大小的儲物空間。對於單一型物料架儲存小型貨物來說,浪費了一些儲物空間,而分類型物料架可選擇小型物料櫃,達到減少空間浪費的效果。
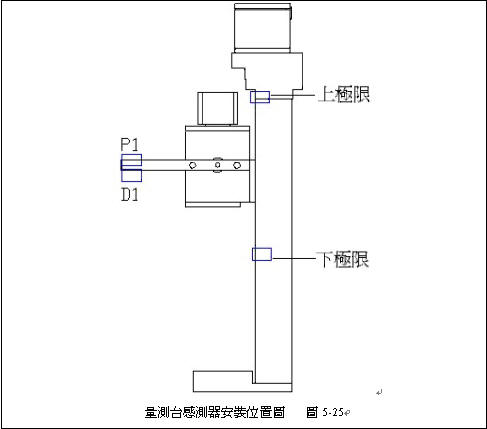
(二)量測台:為了能夠將貨物進行分類,所以我們設計了一座量測設備(圖5-6)。其目的為量測物品的大小,以利放置於適合大小的物料櫃中,達到減少空間浪費的效果。

量測台執行量測時,以直流馬達B帶動螺桿B螺桿C進行量測物品寬度,量測物品高度則是以直流馬達A帶動螺桿A量測。為了再接觸物品時能停下,所以我們在兩邊量測桿上安裝極限開關,幫助馬達得知接觸物品停止。
(三)輸送帶:為了能方便棧板的運輸,所以我們利用的是最為廣泛的皮帶輸送機(圖5-8)。

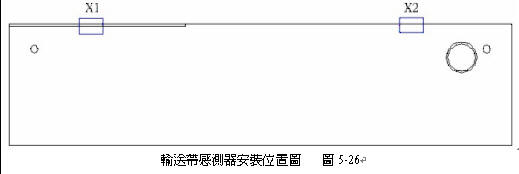
輸送帶是以直流減速馬達配合齒輪拉動皮帶,在定位方面我們在輸送帶主體上面加上感測器,這樣就能使貨物準確停止。
1.直流馬達:一般直流馬達(圖5-9)有兩個線端,一為正端、一為負端,只要在兩線端輸入額定的直流電壓,便可使馬達正向轉動(圖5-10),若輸入電壓極反接,便可使馬達逆轉(圖5-11)。
2.轉速與扭力:對直流馬達的特性而言,其轉動的速度與扭力成反比,速度越快扭力越小,速度越慢扭力越大。而轉速與扭力間的互相轉換,其重點就是齒輪箱的機械能轉動能的貢獻,而我們要使用的直流馬達就可使用齒輪箱的比數來決定適當的轉速與扭力。


(四)高架吊車:在吊車部分,我們用的是棧板式高架吊車。(圖5-12)

棧板支撐架方面,我們在下方加入直流馬達2配合蝸桿與蝸輪,使它能旋轉90度,方便將輸送帶上的貨物舉起。升降與左右移動的部分,分別以直流減速馬達1、2加上齒條1、2,移動左右與升降。至於在升出取貨方面,我們利用直流馬達1加上齒輪組搭配再配合齒條3作前後的動作,其搭配方法以及輪係值如下(圖5-13)所示。

(五)顯示器:這個部分位於主控台上,我們的規劃上排是用來顯示系統操作狀態及選單模式。主要是用一個2*16的LCD來做,其電路圖(圖5-14)如下

注意事項 :
A.LCD的VDD/VSS/VO 接腳依各家廠商會有不同,請勿直接依照電路圖接,要參照你所買的LCD原廠資料去接,因為電源接錯LCD會燒毀。
B.程式內的LCD初始化設定LCD_START副程式,內部設定值像顯示幾行游標是否顯示/游標如何移動等等的設定,也會依不同廠商的LCD有所不同,請自行更正為正確值。
(六)主控台:由於希望達到自動化的控制,所以我們想到在氣壓實習課程中,使用到PLC(Programmable Logic controller可程式邏輯控制器)來做氣壓缸動作控制,但是PLC的體積太大,又必須與電腦配合使用。因此我們想利用PLC中,所使用的微電腦晶片作為這次題目的控制器。所以我們須先了解PLC中微電腦晶片的動作原理,我們在參閱微電腦相關的書籍中發現,8051單晶片的使用範圍最為廣泛,於是我們決定採用89C51做為我們的控制核心。
8051 IC說明:89C51是由中央處理單元(CPU)、記憶體單元及輸入/輸出單元所組成。藉位址匯流排、資料匯流排與控制確流排,CPU即可與記憶機單元及,I/O單元相連,構成完整的微電腦系統。單晶片微電腦為將CPU、記憶體及I/O等組合製於同一晶片內之微控制器,故僅需少量週邊電路即可獨立工作,電路圖如下(圖5-15)所示。

從圖5-15中![]() 連接
+5V,表示是使用89C51內部的EPROM作為程式記憶體。12MHz的石英晶體配合兩個20p
F的電容連接到89C51的第18、19腳,讓內部時脈產生器能正常工作。89C51的第18、19腳的內部是一個反相放大電路,當第18、19腳連接石英晶體及電容,即構成了一個標準的石英晶體振盪器,振盪器的輸出信號就提供給89C51使用。圖5-15中10u
F電容及8.2K電阻組成了89C51的開機自動重置(POWER-ON
Reset) 電路。只要保持Reset接腳兩個機械週期的”Hi”信號,即可重置89C51。當電源打開,電容在瞬間視為短路,所以RST的接腳信號是高電位。隨著時間的增加,10u
F電容慢慢充電,當充電時間經過5個RC時間常數之後,RST接腳信號即降為低電位,系統隨即開始正常動作。
連接
+5V,表示是使用89C51內部的EPROM作為程式記憶體。12MHz的石英晶體配合兩個20p
F的電容連接到89C51的第18、19腳,讓內部時脈產生器能正常工作。89C51的第18、19腳的內部是一個反相放大電路,當第18、19腳連接石英晶體及電容,即構成了一個標準的石英晶體振盪器,振盪器的輸出信號就提供給89C51使用。圖5-15中10u
F電容及8.2K電阻組成了89C51的開機自動重置(POWER-ON
Reset) 電路。只要保持Reset接腳兩個機械週期的”Hi”信號,即可重置89C51。當電源打開,電容在瞬間視為短路,所以RST的接腳信號是高電位。隨著時間的增加,10u
F電容慢慢充電,當充電時間經過5個RC時間常數之後,RST接腳信號即降為低電位,系統隨即開始正常動作。
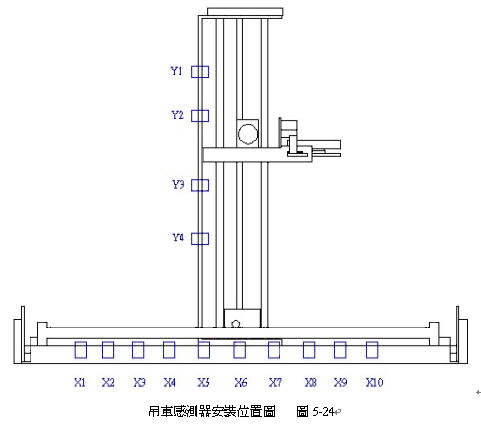
(七)感測器:為了能夠使動作中的設備,準確停在定點上,所以我們在各個設備中安裝
數個SENSOR和極限開關等,幫助定位。
1.LED控制:
Port1的接腳接到LED的N極,當Port1輸出低電位時,LED順向偏壓,電流通過330Ω電阻及LED流入Port1,LED就會發光。當Port1輸出高電位時,LED兩端電位差不足以使LED產生順向偏差,LED不會發光,電路圖(圖5-16)如下

2.光感應器控制實驗:再我們的實驗中,CNY70為我們所用的感測元件,電路圖如下圖(圖5-17)所示。CNY70的內部結構包含紅外線發光二極體、光電晶體、光濾波器,其功能為:
(1)紅外線發光二極體:類似發光二極體(LED)的功能,當PN兩端加上順向偏壓時可發出波長為800mm的紅外線不可見光。
(2)光電晶體:為一個對紅外線波長具敏感反應的光偵測元件,當光電晶體受到紅外線光照射時為低阻抗,而未受光時呈現高阻抗。
(3)光濾波器:唯一僅讓波長為紅外線附近光譜通過的濾光透鏡,可用來加強光電晶體的抗雜訊能力。

CNY70動作原理:

+5V經由限流電阻330Ω限制電流後,供應光LED穩定電流,可穩定且持續發出紅外線不可見光。(圖5-19)
CNY70前放置一反射物,光LED所發射的不可見光經由反射物友射至光電晶體接收,此時光電晶體以達飽和,rce抗阻水,Ve接近+5v,接下來在經由史密特反向接觸器IC4584處理後,接觸V0等0V,LED不亮,此信號送至89C51的P0出入。(圖5-20)
當CNY70前未放置任反射物,則紅外線LED所發射的不可見光無法有效反射至電晶體,因此光電晶體截止呈現高阻抌,使VE按接近0V,再經由史密特反向接觸器IC4584處理後,輸出V0等於5V,LED亮。(圖5-21)

3.光遮斷器
光耦合器(photo-coupler)是一種傳遞光的媒體,也是一種信號傳送裝置,包含有許多種類。例如用於電路之間做為介面的光耦合器;自動化機械用來決定工件位置的光耦合器;以及軸型編碼器所用的光耦合器等等。光耦合器的結構可依要求精度以及使用目的作出許多種類的組合,故在應用時宜視狀況挑選適用的光耦合器。
光遮斷器事實上只是一個光發射器(大都使用波長800㎜以上的紅外線發光二極體)和光接收器(光電晶體),把它們面對面安裝在一起,中間留一道隙縫而成。
隙縫中,發射端和接收端留有一個透光孔,平常光束直接照在光晶體上,而有光電流產生。當光被遮住時,則光電晶體off。則可利用光束是否被遮住,來控制電晶體的on和off。
光遮斷器應用電路有集極輸出式(圖5-21)及射極輸出式(圖5-22)。在結構上看來,集極輸出式因輸出位準較高,對於推動後級做為介面時較為有利。在性能上集極輸出式及射極輸出式二者差異並不大,但在電路結構上,射極輸出式則有電壓使用率較差的缺點。頻率響應方面集極輸出式及射極輸出式兩者亦相似,通常光遮斷器的反應速率可達數十KHz左右,可適用於馬達轉速感知裝置。
感測器安裝位置圖
陸、研究結果

以上就是這次我們製作的自動分類倉儲系統。硬體主要的五大部分:主控台、量測台、輸送帶、高吊車、物料架。(圖6-1)
存貨動作流程方面:輸入存貨的指令→測物物品寬與高→利用輸送帶將物品送至載卸點→再由高架吊車將物品舉起→放置於適合大小物料櫃中。
取貨動作流程方面:輸入取貨的指令→吊車進行取貨動作→放置於輸送帶上→輸送至卸載點。
由上面流程分為下列各部位動作流程說明:
量測台流程:接收主控台動作指令→先進行量測高度的功能→張開量測桿進行量測物品的寬度→將訊號傳回主控台→進行原點復歸動作。
輸送帶流程:接收主控台動作指令→將物品輸送至載卸點→將訊號傳回主控台。
高吊車流程:接收主控台動作指令→至卸載站將貨物舉起→把貨物放置於主控台指定的物料櫃中→進行原點復歸動作
柒、討論
|
問題 |
壓克力下料方法修正 |
|
解決方法 |
原本為加快下料速度,使用手提電鑽鑽一排小孔,再給予折斷。但發現這樣易使壓克力崩裂,所以我們改用鋸條,慢慢鋸切,這樣雖然比較慢,但是所得壓克力較平整,也比較好加工。 |
|
問題 |
物料架強度加強 |
|
解決方法 |
組合物料架時,是以瞬間膠固定,但是發現強度不夠,所以在三面支撐處加上矽利康補強,增加物料架強度。 |
|
問題 |
物料架黏接方法修正 |
|
解決方法 |
組合物料架時,以瞬間膠固定,但是發現會再壓克力上留下難看的黏接痕跡,所以我們去請教物理老師得知,黏接壓克力須使用壓克力膠,我們在取得壓克力膠黏接後,得到較漂亮的表面。 |
|
問題 |
水平滑塊傳動方法修正 |
|
解決方法 |
在水平滑塊向前伸出以及向後退時,因使用直流馬達速度太快,所以加上一個大齒輪與兩個小齒輪作為減速機構,使水平滑塊能穩定的伸出與退後 |
|
問題 |
89C51腳位不夠用 |
|
解決方法 |
因為使用數個sensor和馬達,使得89C51的腳位不夠用,所以用編碼器來減少80C51輸入腳位,增加外部擴充的腳位。 |
|
問題 |
輸送帶傳動方法修正 |
|
解決方法 |
剛開始以橡皮膠條傳動,但發現傳動力量不足,無法使皮帶順利運轉一圈,所以改用齒輪傳動增加力量。 |
|
問題 |
輸送帶支撐板修正 |
|
解決方法 |
原本在輸送皮帶中間使用一片鋁板,但是薄鋁板容易變形,造成表面粗糙度較高,會使摩擦力增加。所以我們在中間支撐板,改用壓克力,這樣不僅能減少摩擦阻力,且可以獲得更好的平面。 |
|
問題 |
量測台傳動方法修正 |
|
解決方法 |
原本在量測台上我們使用步進馬達來傳動,但是步進馬達的傳動速度過慢,所以我們換成直流減速馬達來傳動,不僅速度加快、力量也加大。 |
|
問題 |
量測台量測物品大小計算方法修正 |
|
解決方法 |
原本是利用步進馬達來計算所傳動圈數,改為直流減速馬達後,我們加入光遮斷器配合套筒上的缺口來計算所上升或下降的距離。 |
捌、結論
未來發展:
目前基礎上,此系統可朝著電腦連線與網際網路的結合,做到遠端控制、線上監控、庫存管理等功能。未來發展方向上,配合CNC數值控制系統、機械手臂則可做到FMS彈性製造系統。藉由系統以適時、適量、適值,自動提供生產所需物料零件至生產線,予以提高生產效率。整合了計畫、庫存、生產、出入物流的功能與管理,降低生產成本。
玖、參考資料及其他
文獻探討:
自動倉儲系統:
在FA(工廠自動化;Factory Automation)、FMS(彈性製造系統;Flexible Manufacturing System)及CIM(電腦整合製造系統;ComputerIntegrated Manu-facturing System)的物流中是佔非常重要的地位。在歐、美、日各先進國家已普遍使用。其目的不僅只是為了備存物料、零件、半成品、成品的倉儲,而是密切配合製造工廠的產銷計劃與物料需求計劃(MRP;Material Reguirement Planning),妥善安排生產所需合理數量的物料、零件,並盡量縮短其庫存時間及避免發生缺料、滯料,藉高架吊車(Stacker Crane)、輸送機(Conveyor)無人搬運車等,以適時、適量、適質,自動提供生產所需物料零件到生產線,予提高生產效率。然後保管成品而依銷售預定準時正確出貨,提升服務水準。整合了計劃、庫存、生產、出入物流的功能與管理,降低了生產成本。
§ 知識探討
自動倉儲系統﹝AS/RS:AUTOMATIC STORAGE & RETRIEVAL SYSTEM﹞:即物料存放於盛器﹝如棧板﹞上面,利用自動化設備將物料自動送進倉庫裡面,或自動將指定物料從倉庫裡面送出來。
高架吊車
高架吊車是負責從載卸站至料架間自動存取物品的設備,在歐美系統還有人員搭乘架吊車至料架撿料的高架吊車,日本系統則主要由高架吊車送物品至鋼架前撿料站供操作人員撿料。歐美系統的撿料高架吊車在多樣少量的小物料系統,效率很高,但日本系統的安全性較高,操作較簡單,可電腦連線作業。
棧板式高架吊車
最標準型的棧板式高架吊車,一架高架吊車上面只能處理一塊棧板;但有些自動倉庫因出入庫頻率較高,標準型的高架吊車無法應付,所以也有設計成一架高架吊車可同時處理二塊棧板;又有些自動倉庫出入庫頻率很低庫位深度不深,庫存品的規格也較少,為了節省高架吊車的費用,因此,設計成雙深度的鋼架,高架吊車也可各別叉取前、後棧板,不過在規劃時以使用標準型高架吊車為原則。高架吊車的動作大致可分走行、昇降、叉取等空間三個方向動作
棧板
包含各種木棧板、塑膠棧板、箱型棧板、鐵籠、巧固架等等,棧板式自動倉庫是使用最廣最普遍的自動倉庫,因為棧板堆放物料的容積量適中,出入庫頻率不致於太過頻繁,運搬處理簡單,可堆放物料的重量具有彈性。平面棧板的空棧板可堆疊處理,非常方便,但如果物料不易堆疊在平面棧板上面,可改用周圍具有限制的箱型棧板或鐵籠等。一般棧板尺寸從800MM至1500MM,載重量從數百公斤至約兩千公斤。
輸送機
輸送機是自動運搬設備中最基本的設備,棧板式的運輸方面最常用的輸送機包括動力滾輪輸送機、鏈條輸送機、棧板堆疊分送機等,其餘如自由滾輪輸送機,為了配合AGV傳送的特殊輸送機等,也隨系統不同而分別設計採用。輸送塑膠箱或紙箱等輕型的輸送機,較常採用的有皮帶輸送機、滾輪輸送機、鏈條輸送機以及累積式輸送機。選用輸送機應考慮的因素,包括運送容器的型式,如棧板的型式,塑膠箱的外型及底面形狀等,還要考慮到連結運搬設備的特性、經濟因素等。
SPIMMING-TUBE CONVEYOR
一般稱為有軌式無人車,此種設備適合中程運送頻率低或中等程度,棧板與運行方向成水平式的垂直轉接很多時,尤其適合使用此種設備。其中往復式的運搬效率較高,較經濟,但因一系統中僅能有一台台車,所以每單位時間所能處理的數量較少。循環式的效率較差,成本高,但因同一系統中可同時有數台台車,每單位時間所能處理的數量較多。
無人車輸送系統
根據搬運方式大致可區分為,自動移載式無人車、手動移載式無人車、無人牽引車、無人堆高機等機種,在日本自動移載式無人車約佔60%,手動移載式無人車約佔29%,兩者共佔無人車種類的89%。載重量主要區分為100㎏、300㎏、500㎏、1000㎏等四種規格。載重100㎏以下的無人車一般都由三輪構成,100㎏以上的無人車則由四輪或六輪構成。
參考書籍:
許書務、游金湖:光電元件應用技術(增訂版)。台北市,金華出版社,90年出版。
馬嘉宏、謝澄漢:8051單晶片原理與實作。台北縣,宏友出版社,88年出版。
謝澄漢:8051單晶片原理與實習。台北市,宏友出版社,89年出版。
江昭暟、李俊奇、吳偉賢、范丙林:感測電路。台北市,高立出版社。87年出版。
盧明智、盧鵬任:感測器應用與線路分析。台北市,全華出版社。89年出版。
伍孝鵬、杜德銘:數位電路設計。台北市,全華出版社。79年出版。
柯南:Protel電腦輔助電路設計與分析。台北縣,台科大圖書。92年出版。
各類重要IC特性數查表。工商情報,第95期,六月號。